The repeatability of the measurement standard is one of the main measurement characteristics of the measurement standard.

The verification results of measuring instruments have standard, uniformity, consistency, reliability and repeatability
JJF1033-2008 "Measurement Standard Evaluation Specification" stipulates that the repeatability of the measurement standard is one of the main technical indicators that the standard establishment unit must provide. It refers to the ability to repeatedly measure the same measured under the same measurement conditions, and the measurement standard provides similar indication values.
The reason why repeatability is a major measurement characteristic of measurement standards is that for most measurements, the repeatability of measurement results is often an important source of uncertainty in measurement results.
The repeatability of the measurement standard is quantitatively expressed by the dispersion of the measurement result, that is, it is expressed by the experimental standard deviation s(yi) of the single measurement result yi. When the measurement result is obtained from a single measurement, it is directly the uncertainty component introduced by repeatability. When the measurement result is obtained from the average value of N repeated measurements, the uncertainty component introduced by the repeatability is 
Repeatability measurement method
Under the condition of repeatability, use the measurement standard to carry out n times of independent repeated measurement of the conventional verified or calibrated object. If the obtained measurement results are yi (i=1, 2, ..., n), then The repeatability s(yi) can be calculated using Bessel's formula.
In the formula: y——the arithmetic average of n measurement results; n——the number of repeated measurements, n should be as large as possible, generally no less than 10 times.
For measurement standards that can measure multiple parameters, repeatability tests should be performed on each parameter separately.
Number of repeated measurements
Since the experimental standard deviation s calculated by the Bessel formula is not an unbiased estimator of the standard deviation σ, that is to say, when the experimental standard deviation s is used as the estimated value of the standard deviation σ, in addition to random errors, there will be There is a systematic error, and the systematic error increases as the number of measurements decreases. Therefore, when using Bessel's formula to calculate the experimental standard deviation, more measurements are generally required, and the number of measurements is required to be n≥10 in the measurement standard assessment. However, when the uncertainty component introduced by the repeatability is not the main component, it is allowed to appropriately reduce the number of measurements, but not less than 6 times.
About repeatability conditions
JJF1001-1998 "General Metrology Terms and Definitions" pointed out in the definition of the term "repeatability of measurement results" that repeatability conditions include: the same measurement procedure, the same observer, the same instrument under the same conditions, Same location and repeated measurement in a short time, etc.
When performing repeatable measurements, the same measurement procedure, the same observer, the same instrument, and the same location can generally be met without any problems. The key is how to understand the two requirements of "under the same conditions" and "repeated measurement in a short time".
Strictly speaking, it is impossible to perform two repeated measurements under exactly the same conditions. Here, "under the same conditions" should be understood as the environmental conditions at the time of measurement should be under statistical control. The requirement to "repeated measurement in a short period of time" is also to ensure that the environmental conditions during measurement remain basically unchanged. If the measurement time is long, it is inevitable that the environmental conditions will change. Therefore, the measurement time should be as short as possible when performing repeatable measurements.
When performing repeatable measurements, in principle, all measurement conditions should remain unchanged. At this time, when repeatability measurement is performed, the influence amount corresponding to the uncertainty source should be changed within a reasonable range. The so-called "reasonable range" refers to the possible variation range of the influence amount in daily verification or calibration. It is a basic principle of uncertainty evaluation not to omit or recalculate every uncertainty component, especially the important uncertainty component.
Selection of measurement objects
Due to the instability of the measurement object itself, and may also be affected by environmental conditions, the measured object will also have an impact on the dispersion of the measurement result, especially when the measured object is a measuring instrument that is not a physical measuring tool. Therefore, the dispersion calculated by formula (1) is usually slightly larger than the dispersion introduced by the measurement standard itself.
The "Code" stipulates that the repeatability of the measurement standard should include the influence of the measured object on the dispersion of the measurement result. However, because different measurement objects may have different effects on repeatability, the question of which measurement object should be selected for repeatability measurement arises.
In order to make the estimated uncertainty can be used in most of the same type of measurement, the "Code" stipulates that the measurement object used in the repeatability test should be the conventional measurement object. The so-called "conventional" measurement object should be understood as its own stability can be achieved by most of the measured objects, and the measurement object with the best stability cannot be used. Regardless of whether the measured object being verified or calibrated is stable, the repeatability of the measurement standard is one of the main technical indicators that the standard establishment unit must provide.
The influence of the resolution of the measured instrument on the repeatability measurement
The resolution of a measuring instrument refers to the smallest difference in indication that the measuring instrument can effectively distinguish. For digital measuring instruments, the resolution is the change in the displayed value when a last significant digit is changed. For analog meters, the resolution can be divided into a fraction of a division when reading. Since the resolution of the measuring instrument cannot be made infinitely small, the limited resolution of the measuring instrument will also affect the measurement results. If the resolution of the measuring instrument is δx, the uncertainty component introduced by the resolution is 0.289δx.
Because each measurement result in the repeatability measurement will be affected by the resolution of the instrument under test, and in most cases, different measurement results will have different effects. Therefore, under normal circumstances, the experimental standard deviation s(yi) calculated by formula (1) also includes the influence of the resolution of the measured instrument on the measurement result. Therefore, only the uncertainty component introduced by repeatability should be considered at this time, instead of the uncertainty component introduced by resolution.
However, if the resolving power of the measuring instrument is too large, the uncertainty component introduced by the repeatability calculated by the Bessel formula is smaller than the uncertainty component introduced by the resolving power of the measured instrument, or even by formula (1) When the uncertainty component introduced by the calculated repeatability is equal to zero, the uncertainty component introduced by the resolution should be used instead of the repeatability component. In short, in the repeatability component calculated by Bessel's formula and the uncertainty component introduced by the resolution of the instrument under test, only the larger of the two can be used.
Pooled sample standard deviation
For conventional metrological verification or calibration, when n≥10 cannot be satisfied, in order to make the experimental standard deviation more reliable, if there are several sets of similar repeatable measurement data available, the combined sample standard deviation sp can be used. The calculation formula is
Where: m——the number of measurement groups; n——the number of measurements included in each group; ykj——the k-th measurement result in the j-th group; —the average of the j-th group's measurement results.
The accuracy of the standard deviation of the combined sample calculated by formula (2) depends on the size of the denominator in the radical formula. In other words, if the number of repeated measurements n of each group is not too large, by increasing the number of groups m used, a more accurate sp can also be obtained.
It is not possible to use the combined sample standard deviation in any repetitive measurement. Only when there are several groups of similar repeated measurement data that can be used, it is possible to use the combined sample standard deviation. The so-called groups of similar repeatability measurement data refer to the same measurement object at different times, under the conditions specified in the regulations or technical specifications; or although it is for different measurement objects (including the same The repeatability measurement data obtained from different measurement points of the measurement object, but the experimental results or theoretical analysis show that the repeatability is not much different.
Requirements for repeatability
The uncertainty introduced by repeatability is only a component of the uncertainty of the measurement result. Therefore, in principle, there is no strict requirement on repeatability itself, as long as the expanded uncertainty of the final measurement results meets the requirements. However, since the repeatability of the measurement standard has been measured when the new measurement standard is created, and the uncertainty of the final measurement result has been proved to meet the requirements, the repeatability data measured when the new measurement standard is created can be used as the preliminary basis for judgment. .
If the measured repeatability is less than or equal to the repeatability measured when the new measurement standard is created, it indicates that the repeatability of the measurement standard has met the requirements.
If the measured repeatability is greater than the repeatability measured when the new measurement standard is created, under the condition that the measured repeatability does not have a major mutation compared with the previous repeatability data, the new repeatability measurement data should be re-calculated. The uncertainty components are synthesized and the expanded uncertainty of the measurement result is obtained. When the evaluated measurement uncertainty still meets the requirements, the repeatability is deemed to meet the requirements, otherwise it is deemed not to meet the requirements. In any case, repetitive large mutations should be found and eliminated.
The "Code" stipulates that in addition to the repetitive test when a new measurement standard is created, and the measured repeatability data should be provided, the established measurement standard should be repetitively tested at least once a year and judge whether it meets the requirements.
For the measurement standards that have effectively established the statistical control of the measurement process, since the control chart itself has provided a large amount of repeatable measurement data, it is no longer necessary to perform a separate repeatability test.
In the evaluation of measurement standards, we are not only concerned about the uncertainty of the measurement results, but more importantly, whether the measurement uncertainty can still meet the requirements in the worst case.
The U-How® positive displacement rotary piston flowmeter developed and produced by Shanghai Kanghui has a measurement accuracy of 1.0 level. In the calibration process of the product, the test data is recorded and the repeatability index is assessed to verify the product's eligibility.
U-How® Kanghui Fuel Flow Meter
U-How® Kanghui Flowmeter is independently developed and produced by Shanghai Kanghui Industrial Development Co., Ltd. according to the working principle of the rotary piston. It has the characteristics of low measuring flow rate, wide range, high precision, simple structure, safe and reliable work. Flow Sensors.

working principle
Rotary piston flowmeter is a positive displacement flowmeter, which is based on the tangential sealing state between the piston and the measuring chamber. And there is a piston with a fixed eccentric distance metering element. Under the action of the pressure difference, a rotational torque is generated to the piston to make the piston perform an eccentric rotation. The number of revolutions of the piston is proportional to the flow rate of the fluid. The number of revolutions of the piston is recorded by a counting mechanism. , You can measure the total flow of fluid.
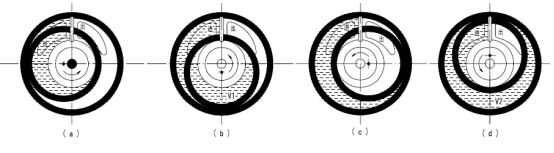
The inlet and outlet of the rotary piston flowmeter are separated by a partition. When the measured fluid enters the metering chamber from the inlet, a pressure difference is formed at the inlet and outlet, forcing the piston to rotate counterclockwise as shown in Figure a. The continuous flow of fluid forces the piston to rotate as shown in Figure b, forming two semi-crescent cavities. Under the action of the pressure difference, the piston is forced to rotate as shown in Figure c. V2 fluid is discharged from the outlet to make the piston rotate as shown in Figure d. When the piston rotates under the action of the difference, the fluid bursting out of each revolution of the piston is equal to the sum of V1+V2.
Working principle diagram
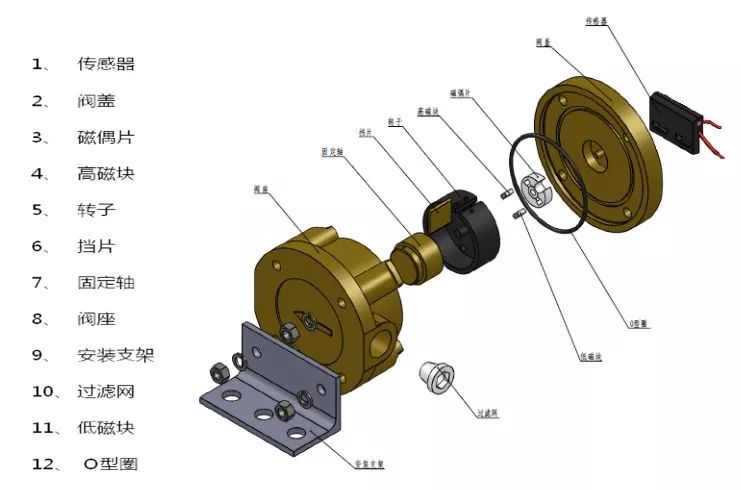
Exploded view of flow meter:
Product parameter
1. Mechanical part:
| model | PDFM 4D | PDFM 8D | PDFM 8Db |
| Hydraulic connector | M14 x1.5 | M14 x1.5 | M16/22 x1.5 |
| Maximum working pressure (MPa) | 2.5 | 2.5 | 2.5 |
| Measuring range (l/h) | 1~ 80 | 20~ 200 | 80~ 320 |
| Accuracy (﹪) | ±1 | ±1 | ±1 |
| Repetition rate (﹪) | ±0.2 | ±0.2 | ±0.2 |
| Measuring room volume (ml) | 5 | 12.44 | 12.44 |
| Built-in filter size (mm) | 0.125 | 0.15 | 0.15 |
| Working temperature (℃) | ﹣20 ~80 | ﹣20 ~80 | ﹣20 ~80 |
| Storage temperature (℃) | ﹣40 ~100 | ﹣40 ~100 | ﹣40 ~100 |
2. Electronic part:
| Model size | KHDQ |
| Working voltage (V) | 9~40 |
| Output Interface | RS485/RS232 |
| Data line | 2×0.75 |
| Working temperature (℃) | ﹣20~80 |
| Storage temperature (℃) | ﹣40~100 |
Measuring medium:
Can measure light and medium oils, such as gasoline, diesel, kerosene, naphtha, lubricating oil
Product Qualification
1. Invention patent: ZL201020504169.8 flow sensor
2. Vehicle inspection report of the National Automobile Quality Supervision and Inspection Center
3. The Ministry of Transport commissioned the Beijing Institute of Metrology and Accuracy Test Report
Fuel consumption monitoring solution
Application object
1. Engine:
Measure the fuel consumption of various power machinery in trains, automobiles, engineering vehicles, tractors, generator sets and ships navigating inland or offshore, as well as the loading and unloading metering of various heavier liquids and pipeline liquid metering.
2. Burner:
Fuel consumption measurement of equipment such as vehicle-mounted boilers and mobile boilers.
Data collection method
By collecting the pulse data of the flowmeter, the system integration of the equipment unit is connected with RS485/RS232
solution


Implementation case
A large oil group:
Pipelayers, mobile power stations, multi-function vehicles, pipe benders, air compressors, etc.
A large oil production plant:
Boiler trucks, wax removal trucks, superconducting trucks, cement trucks, cranes, etc.;
port:
Gantry cranes, stackers, reach stackers, loaders, etc.
other:
Tire pressure and fuel consumption test; driver driving skills competition; engine performance calibration
Air compressor

Boiler car

2500 - 3500 Puffs (included)
Shenzhen Zpal Technology Co.,Ltd , https://www.zpalvapes.com